Proprio per tutti i bastoni, i tartufi e gli autocoltivatori, un bravo laser laser può essere utile per realizzare i progetti in maniera più rapida ed efficiente. E dove saremmo, se non ci fosse una guida per l'auto - costruzione di un tale dispositivo.
Lo scopo di questo tutorail è di creare un micro - slice con le seguenti caratteristiche:
- Area di lavoro 50mm x 50mm
- Taglio della carta e del legno e della plasticità
- La base è il microcontrollore, compatibile con Arduino R3 R3
- Programma OpenSource
- Taglia fissa
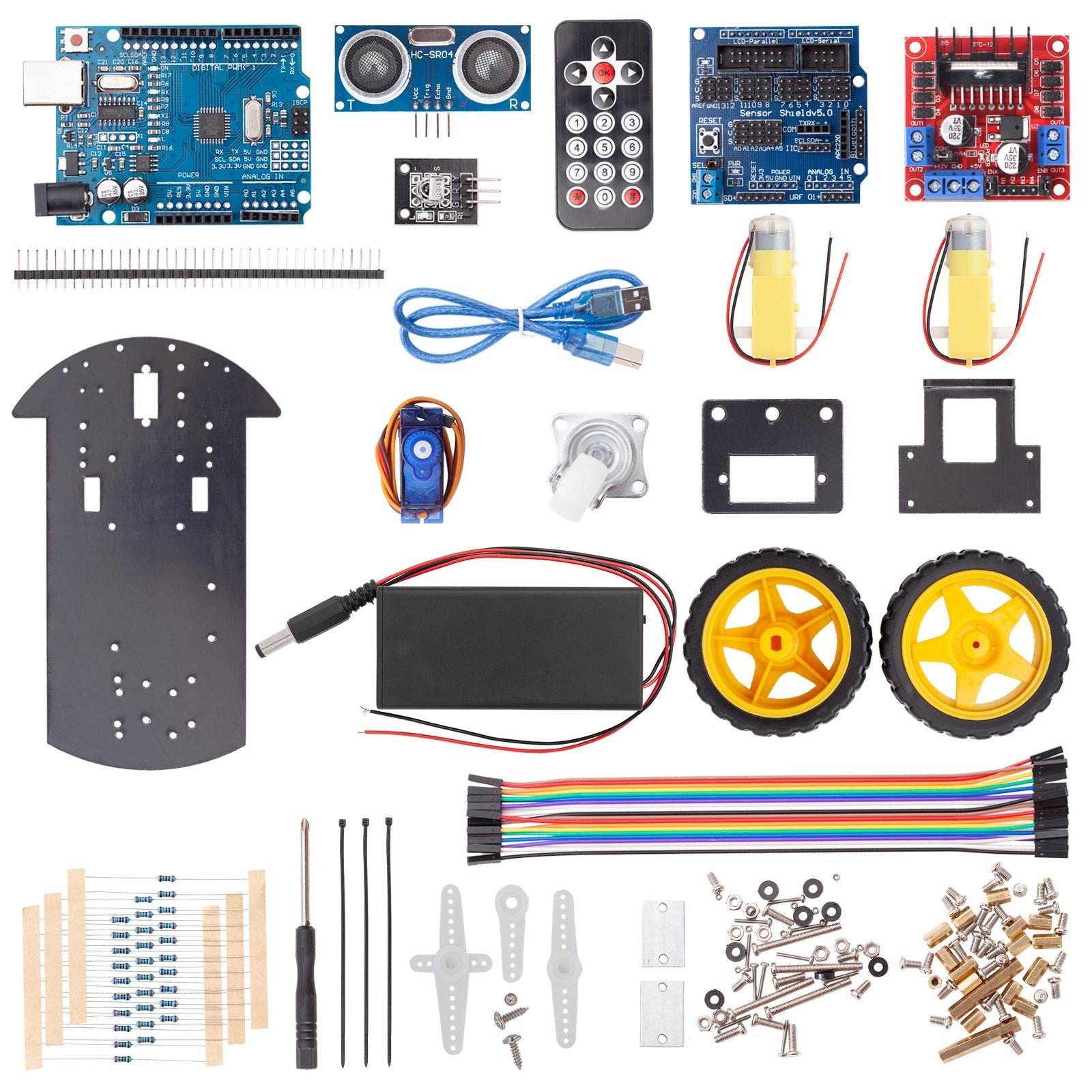
Quali parti sono necessarie?
1 Microcontrollore, compatibile con Arduino ONU R3/ Raspberry Pi
1 Motore dell'asse X
1 Motore asse Y
1 Dual Relais
2 Easydriver
2 5V LDO
1 3,3V LDO
2 fiale di calore
1 ventilatore 12V dimensioni: 45x45x10
4 Interruttori di arresto
9 Magneti
4 gomme di gomma
5 uva da 5 pollice
1 codice di laser alternativo (il diodo è costituito da un'unità CD)
1 modulo laser
1 driver laser
1 obiettivo laser
1 4mm Tubo di alluminio
2 3mm x 150mm barre di acciaio
1 3mm x 100mm di acciaio
17 M3 Microbarbs
6 M2 teste sprinte (6mm)
6 M2 Noci
6 M2 teste di pan (6mm)
8 M2 Pan - teste (8mm)
4 M3 viti di Nylon (6mm)
4 M3 50mm Distintori di distanziatore
7 M3 viti a testa (8mm)
Dischi di distanza di 8 M3 3mm
97 Parti di laser laser nel kit
I piani di costruzione sono disponibili su questa pagina: http://www.instructables.com/id/MicroSlice-A-tiny-Arduino-laser-cutter/
(Le istruzioni sono state esplicitamente omesse per concentrarci sulla programmazione).
La programmazione

La cosa più interessante del progetto è forse la questione di come si possa gestire la Cutter. La programmazione si spenderà qui, ad esempio, nell'ambito dell'ONU.
In primo luogo, deve essere generato un codice G corrispondente. Il modo più semplice e migliore per farlo è combinare l'incappazione con un plug-in laser. Si tratta di un caso OpenSource e funzioni analoghe a quelle di Illustrator, CorelDraw o Xara X. Il formato del file si basa su SVG (Standard Scalable Vector Gravics). In seguito, il laser può essere usato per tagliare il taglio e la sua funzione gravitica.
Lavoro preliminare
Prima che il nuovo codice del G possa essere utilizzato, Grbl deve essere suonato. La versione più recente è Grbl 8.0. Per usare questo prodotto, si deve utilizzare l'IDFduino IDE. Durante la configurazione, il dr Laser NON deve essere collegato al circuito di alimentazione. Durante il processo di configurazione, il processo di disimpegno continua a spegnere e spegnere il processo durante il processo di collegamento. Il diodo laser deve essere collegato solo se si vuole utilizzare per la neve o il gradiente. Questo riduce il rischio di lesioni.
Utilizzo di OpenSource su Raspberry Pi
Quando si utilizza un Raspberry, è necessario che il codice G venga generato in anticipo.
A tal fine, Grbl deve essere configurato per far salire i motori delle fasi e le stazioni terminali.
Le impostazioni di base devono essere configurate come segue:
$0 = 755.906 (x, step/mm)
$1 = 755.906 (y, step/mm)
$2 = 755.906 (z, step/mm)
$3 = 30 (step pulse, usec)
$4 = 500.000 (default feed, mm/min) -- > Ritiro standard
$5 = 500.000 (default seek, mm/min) -- > Ricerca predefinita
$6 = 28 (step port invert mask, int: 00011100)
$7 = 25 (step idle delay, msec) - decelerazione laser
$8 = 50.000 (acceleration, mm/sec ^ 2) -- > Accelerazione
$9 = 0.050 (junction deviation, mm) -- > Deviazione transitoria
$10 = 0.100 (arc, mm/segment)
$11 = 25 (n - arc correction, int) -- > Correzione del bogato
$12 = 3 (n - decimals, int) -- > Posizioni decimali
$13 = 0 (report inches, bool)
14 = 1 (auto start, bool)
$15 = 0 (inverso step enable, bool)
16 = 0 (hard limits, bool)
$17 = 0 (homing cycle, bool) - Ciclo di unità
18 = 0 (Homing dir inverso mask, int: 00000000)
19 = 25.000 (homing feed, mm/min)
20 = 250.000 (homing seek, mm/min)
21 = 100 (homing debounce, msec)
22 = 1000 (homing pull - off, mm)
Le impostazioni di interesse massimo sono $0 e $1. Questi due vengono configurati per configurare l'asse X e Y. È necessario calcolare il numero di passaggi necessari per spostare la testa di taglio in entrambe le direzioni di 1mm di ogni direzione.
Questo calcolo funziona come segue:
Numero di fasi = numero di passaggi per rotazione x Microschritte / Distinzione filettatura
- 20 livelli (18 gradi = fase)
- 8 Microsteps
- 3mm Distinto di filettatura
(20x8 )/3 = 53,333333333; con questo è $0 = 53,333
Questo valore viene ereditato anche per $1 e per l'asse Z ($2).
Devono essere inoltre adeguati i seguenti valori:
$4 = 200 (velocità della neve)
$5 = 200 (velocità standard in cui si muove l'intestazione di taglio tra due ordini di lavoro)
$16 = 1 (Consente la chiusura finale)
17 = 1 (riferimento se si desidera bloccare la miniera)
$18 = 69 (Specifica il sarto su 0 se il comando è $H homing)
$19 = 200
$20 = 200
$22 = 2.000 (in modo da definire la distanza che l'asse deve prendere dopo il ciclo di riferimento dalle buste finali)
Il terminale in uscita dovrebbe essere simile a quello di Raspberry Pi in modo che:
$0 = 53.333 (x, step/mm)
$1 = 53.333 (y, step/mm)
$2 = 53.330 (z, step/mm)
$3 = 10 (step pulse, usec)
$4 = 200.000 (default feed, mm/min)
$5 = 200.000 (default seek, mm/min)
$6 = 28 (step port invert mask, int: 00011100)
$7 = 50 (step idle delay, msec)
$8 = 100.000 (acceleration, mm/sec ^ 2)
$9 = 0.050 (junction deviation, mm)
$10 = 0.100 (arc, mm/segment)
$11 = 25 (n - arc correction, int)
$12 = 3 (n - decimals, int)
$13 = 0 (report inches, bool)
14 = 1 (auto start, bool)
$15 = 0 (inverso step enable, bool)
$16 = 1 (hard limits, bool)
$17 = 1 (homing cycle, bool)
$18 = 69 (Homing dir int mask, int: 00000000)
$19 = 200.000 (homing feed, mm/min)
$20 = 200000 (homing seek, mm/min)
21 = 100 (homing debounce, msec)
$22 = 2.000 (homing pull - off, mm)
L'ultima volta che il laser si sta focando. A questo scopo, è possibile avviare un piccolo test che emette una X.
Risoluzione dei problemi
Quando si verifica un problema durante l'esecuzione del test, potrebbe essere necessario riferirsi all'asse Z. Per risolvere questo problema, è possibile procedere come segue:
- Scaricare il codice sorgente di Grbl
- Decomprimi archivio
- apertura di config.h
- Di seguito è riportato il seguente codice: #define HOMING_SEARCH_CYCLE_0 (1 <#define HOMING_SEARCH_CYCLE_1 ((1 <
- Sostituzione del codice con: #define HOMING_SEARCH_CYCLE_0 (1 <
#define HOMING_SEARCH_CYCLE_0 ((1 < - Compila file
Infine, l'esecuzione del test deve essere facilmente attuabile.