Hallo allemaal
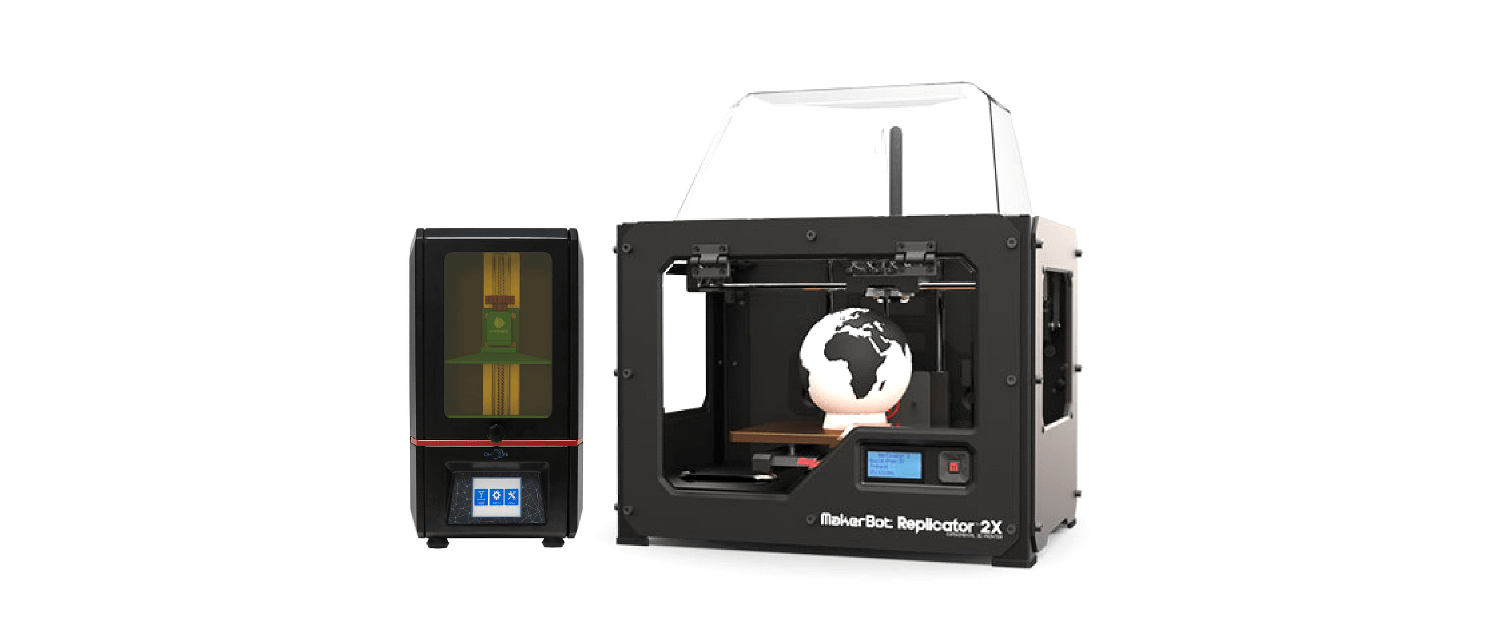
eindelijk vonden we de tijd om enkele referentiedelen te printen en te vergelijken. We hebben de eerste drukstukken met de Makerbot Replicator 2X en Anycubic Photongemaakt.

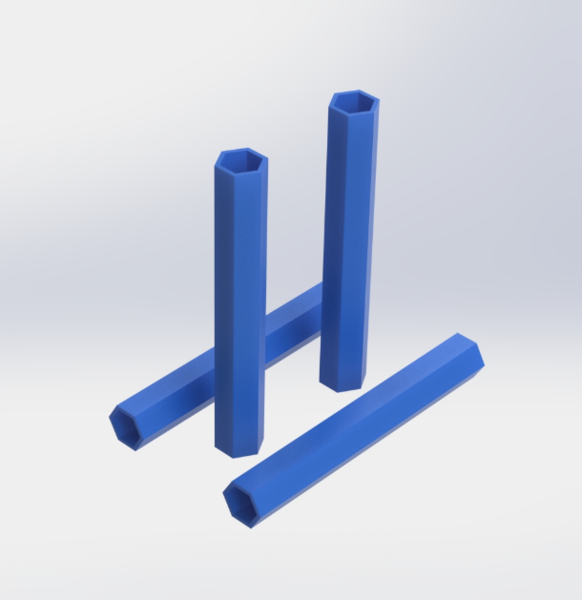
Als eerste referentiestukken hebben we een zeshoek met een lengte van 60 mm en een sleutelwijdte van 8 mm gemaakt.
De wanddikte van de onderdelen werd ingesteld op 0,8 mm.
Parameters afdrukken Makerbot:
- Resolutie - 0,2 mm / 0,1 mm
- geen vlot
- geen ondersteuning
- ABS met verwarmde drukplaat van 235 ° C en 110 ° C
- Printtijd - 1h 40m
Parameters afdrukken Anycubic:
- Resolutie - 0,1 mm
- Belichtingstijd - 8s
- Pauze - 1s
- geen vlot
- geen ondersteuning
- Printtijd - 3h 30m
Ik kocht de Makerbot-printer vele jaren geleden, als een van de eerste in Duitsland. In de eerste maanden nadat Makerbot de printer op de Amerikaanse markt bracht, waren import, douane-inklaring en klantenondersteuning nog steeds enigszins problematisch totdat een in Stuttgart gevestigd ingenieursbureau officieel met de verkoop in Duitsland begon.

Ik herinner me nog de nogal vlakke leercurve. Destijds was ik nog aan het afdrukken met ReplicatorG en de door de community gecreëerde Sailfish-firmware om de beste maatnauwkeurigheid te krijgen. Elke parameter moest worden aangepast aan de printer en het drukstuk en de hoeveelheid geproduceerd plastic afval was behoorlijk hoog. Er was nauwelijks ondersteuning van de fabrikant of van de verkoop.
Omdat Makerbot veel supportverzoeken ontving, werden alle supporttickets vrij snel betaald.
Heeft u een vraag voor Makerbot? Het kost $ 100!
Ik had minder moeite met het recent verworven Anycubic Photon. De fabrikant komt rechtstreeks uit China, we hebben nog geen ondersteuningsverzoek ingediend, daarom hebben we hier geen vergelijking. De Duitse gebruiksaanwijzing was bijzonder verrassend. Een montage of iets dergelijks was niet nodig, zoals bij de Makerbot.

Als eerste test hebben we de bovengenoemde referentiestukken geprint, twee zeshoekige liggende en twee staande.

De blauwe drukstukken komen van Makerbot en de groene van Anycubic. De plastic delen aan de linkerkant werden rechtop bedrukt, die aan de rechterkant werden bedrukt.

In de bovenstaande afbeelding zijn de liggende geprinte modellen, die duidelijk te zien zijn vanaf het oppervlak van de twee FDM-delen, de horizontale lagen hier duidelijk zichtbaar, voornamelijk vanwege de lagere resolutie van 0,2 mm in plaats van de 0,1 mm die voor het foton wordt gebruikt. Dit experiment ging echter over de bovenste laag.
Het oppervlak van de SLA-onderdelen is echt glad, maar de objecten zien er niet uit als een stuk uit de referentiekubus. Een reden waarom de drukstukken er onregelmatig uitzien, is te wijten aan het daaropvolgende reinigingsproces. Bij het wassen van de onderdelen in ethanol was het niet mogelijk om de resterende hars binnenin goed te verwijderen, dus een beetje oefening is vereist voor nabewerking.

Voor de delen die rechtop worden afgedrukt in de bovenstaande afbeelding, hebben we de laagresolutie van de Makerbot gewijzigd in 0,1 mm om een vergelijkingswaarde te krijgen. De oppervlakken zien er op alle stukken goed uit. Opvallend hierbij is dat naast de verwachte horizontale lijnen ook de verticale geprinte delen zichtbaar zijn in de geprinte delen van het foton. Ik neem aan dat dit het gevolg is van het feit dat de lijnen tussen de voxels niet voldoende waren blootgesteld bij het afdrukken met het foton.
De eerste stresstests waren zeer onthullend:

Zoals verwacht waren de horizontaal georiënteerde drukstukken met de verticale lagen van Makerbot behoorlijk veerkrachtig, maar die van het foton zijn verrassend gemakkelijk te breken.
De situatie was precies het tegenovergestelde voor de verticaal georiënteerde drukstukken met horizontale lagen, ondanks alle kracht konden we de door de Photon geproduceerde onderdelen niet breken zonder gereedschap, terwijl de stukken van de Makerbot vrij gemakkelijk braken.
Samenvattend kan worden gezegd dat de drukstukken van de Makerbot zich gedragen zoals verwacht. Oppervlak en veerkracht kwamen overeen met het gebruikelijke gedrag. Met het foton lijkt de laaghechting onderling echter beter te werken. De structurele zwakte, die volgens mij het gevolg is van de gebieden tussen de voxels, was behoorlijk verrassend. Hier is een foto van de microscoop:

De schaalverdeling van de drukstukken is niet aangepast om een betere vergelijking te krijgen en is afkomstig van de CAM-software die bij de standaardinstellingen is geleverd. De maximale afwijkingen met de Makerbot: +/- 0,12 mm en met de Anycubic +/- 0,2 mm. Hier presteert de Makerbot nog beter met de standaardparameters.
We hebben nog veel werk te doen om precies met de nieuwe printer af te drukken.
Tot het volgende bericht :)